Liquid Resin Fabrication in Zero-G

I was fortunate to get a seat on the Media Lab's first-ever Zero-G flight and test a new approach to additive manufacturing of lenses and other clear and unique geometries.
The future of human life outside of Earth will heavily depend on the ability to fabricate and manufacture things. Yet fabrication in space poses numerous difficulties. Some of these challenges include storage space in vehicles, availability of raw materials, lack of machines, and shortage of manpower.
Other challenges in fabricating objects in space are simply a result different physical environment; the lack of gravity introduces unexpected material behavior, as other forces aside from gravity become dominate. Surface tension, for example, becomes very dominant in determining the shape of liquid materials and adhesion between liquids and other materials also plays a more dominant role.
Because of the reasons stated above, 3D printing in space was conceptually limited to fused deposition modeling (FDM) technologies, which are less susceptible to problems resulting from the harsh conditions. Liquid or powder-based printing technologies are assumed to be problematic for space fabrication because of liquid behavior in microgravity conditions. On the other hand, FDM technologies have a lot of limitations such as the inability to create transparent structures or layer-less shapes with defined smooth curvatures.
My idea was to harness surface tension's dominance on a liquid's behavior in microgravity conditions to create various controllable and accurate, layer-less and transparent geometries using UV-curable resin.
After thinking about it for a while, I realized that the main benefit of the system will be most prominent in two families of objects:
1. Shapes and objects that are rather hard to make on Earth without special machinery and require transparency which is hard to achieve in additive manufacturing due to the layered nature of these technologies, e.g. lenses of different focal lengths.
2. Shapes and materials that need to have a very specified geometry and smooth surface e.g. ball bearings and other.
In our specific Zero-G flight, I will only get 17 tries to test my idea, so the system needs to be as flexible as possible. In addition, there are a few more challenges:
The duration of each micro G parabola is only 15-25 seconds long! any system that I may create needs to extrude enough resin and harden in less than 15 seconds
When the resin cures fast it tends to over cure. Over curing results in a decomposition reaction which releases smelly and hazardous compounds to the air. This is a big problem in a closed plane with slow air exchange rate.
My experimental rig had to be made to aviation specification and approved for flight. It was about to be bolted to the floor of a boing 727 plane after all! this means that I had to put a lot of attention to the material choices I made and structural integrity of the rig, as well as the electronics and power consumption of the whole experimental setup.
Finally, I came up with a simple glove box structure made of 80/20 and 7075 Aluminum sheets and polycarbonate.
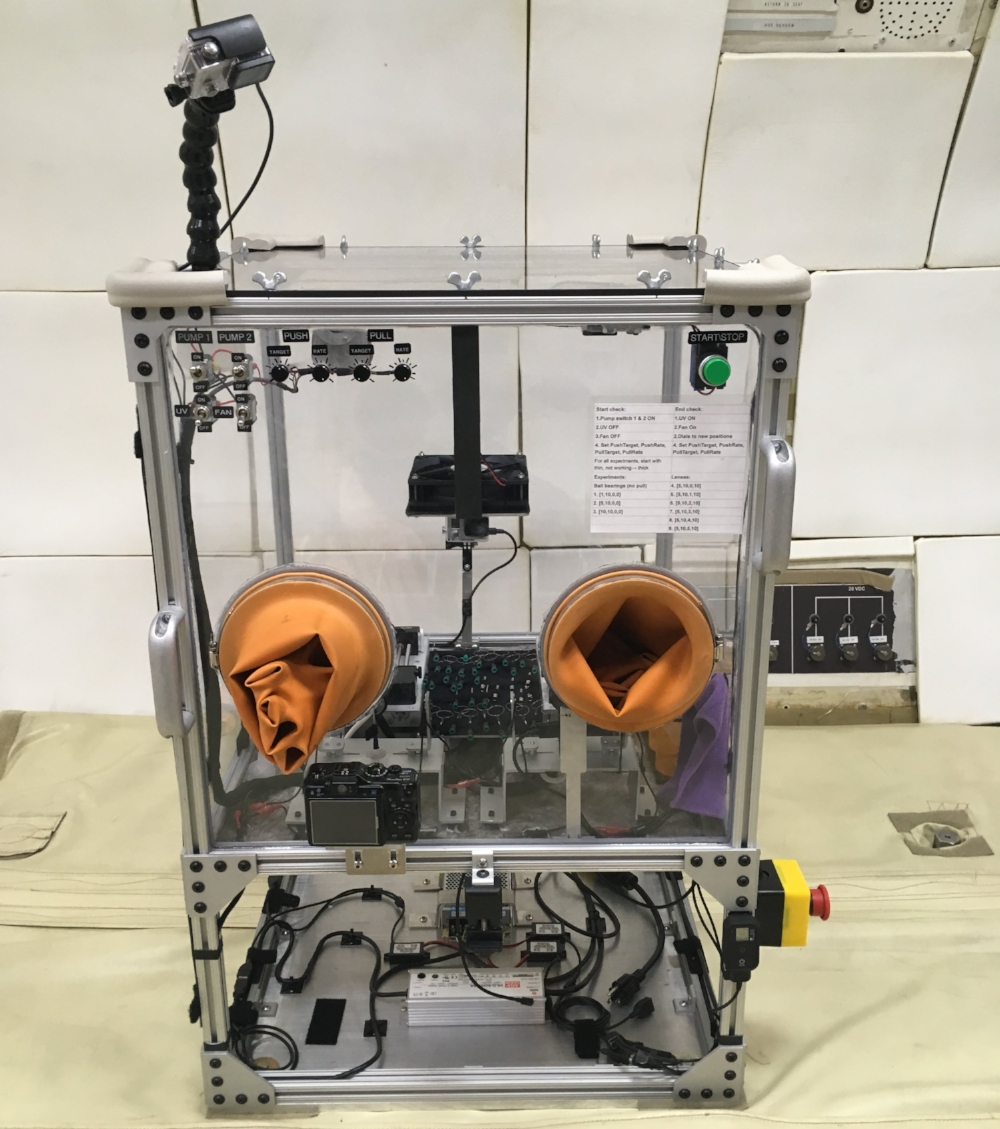
The Final system, connected to the boing 727 floor and ready to fly

A rough CAD model of the system
The System:
At the heart of the system, an Arduino-controlled syringe pump pushes low viscosity UV curable resin through a stainless steel needle and extrudes it at a predetermined speed and volume.
To make sure I get meaningful insights from the experiment, I decided to have two pumps performing a duplicate of each experiment. Extra care was taken to ensure that the system is as fail proof as possible so that each pump can be controlled individually and in parallel from the same dashboard. Since this was such a short experiment, and I did not know what to anticipate, I decided to keep as many of the parameters, such as speed and resin volume controllable by hand. Each pump was installed and controlled using knobs.
principle of operation:
The system uses surface tension to create perfect spheres, but how can you make a lens? the idea behind creating a lens (convex or concave) is to use adhesion in addition to surface tension. By controlling the adhesion boundary conditions, and changing the droplet's volume before polymerizing the resin, the shape of a perfect sphere can be altered to a lens of a controllable focal length.

The idea was to tune the velocity and volume of resin extrusion to match the desired final outcome while making sure the resulting object will have enough time to polymerize before the zero-G period ends.
Testing the rig in microgravity proved to be very hard, and some complications resulted in one of the syringe pumps failing after a couple of experiments.
In addition, a flaw in my design resulted in the fact that even the smallest vibration after the resin blob grew bigger than about 2ml, would shift out of balance, and then smear down the needle because of the adhesion force between the needle and the uncured resin. Unfortunately, because of this, I could not manufacture a lens but was able to create a few small resin balls.
In the future, I will design a system that holds the resin between two opposing needles, to make sure it is held tight as it grows in size and mass.

Some more pictures from the process





